ESSMANN + SCHAEFER
GMBH + CO. KG
PRECISION IN FORM


PRODUKTE
Wir stellen für Sie nicht nur standardisierte Produkte her, sondern individuelle Lösungen nach Ihren Wünschen und Bedarf.
Wir entwickeln das richtige Equipment für Ihren Bedarf.




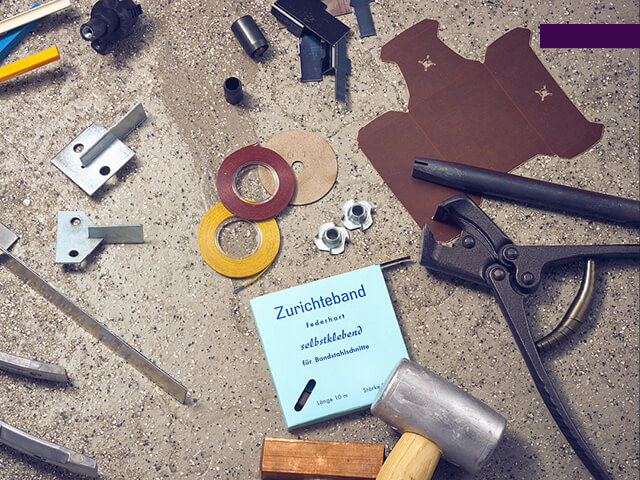
IM EINSATZ
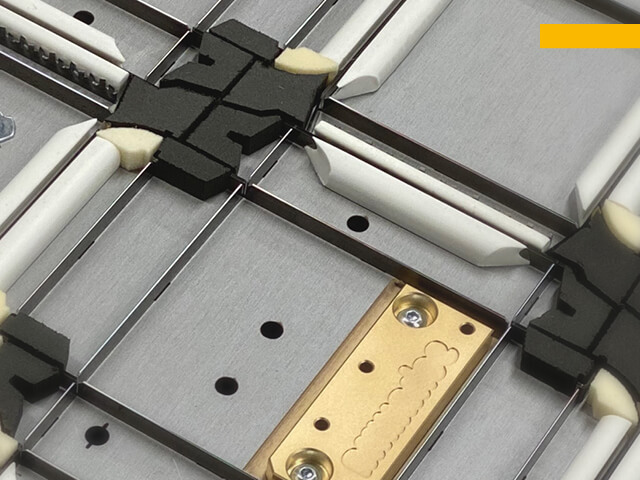
Für alles, was gestanzt werden kann, liefern wir die Linien. Von Papier bis Pappe. Von Kunst- über Schaum- bis zu textilem Stoff. Beschichtet oder unbeschichtet.
Für die Serienproduktion oder Sonderfertigungen. Je nach Anforderung konstruieren wir Ihre Schneidlinie.












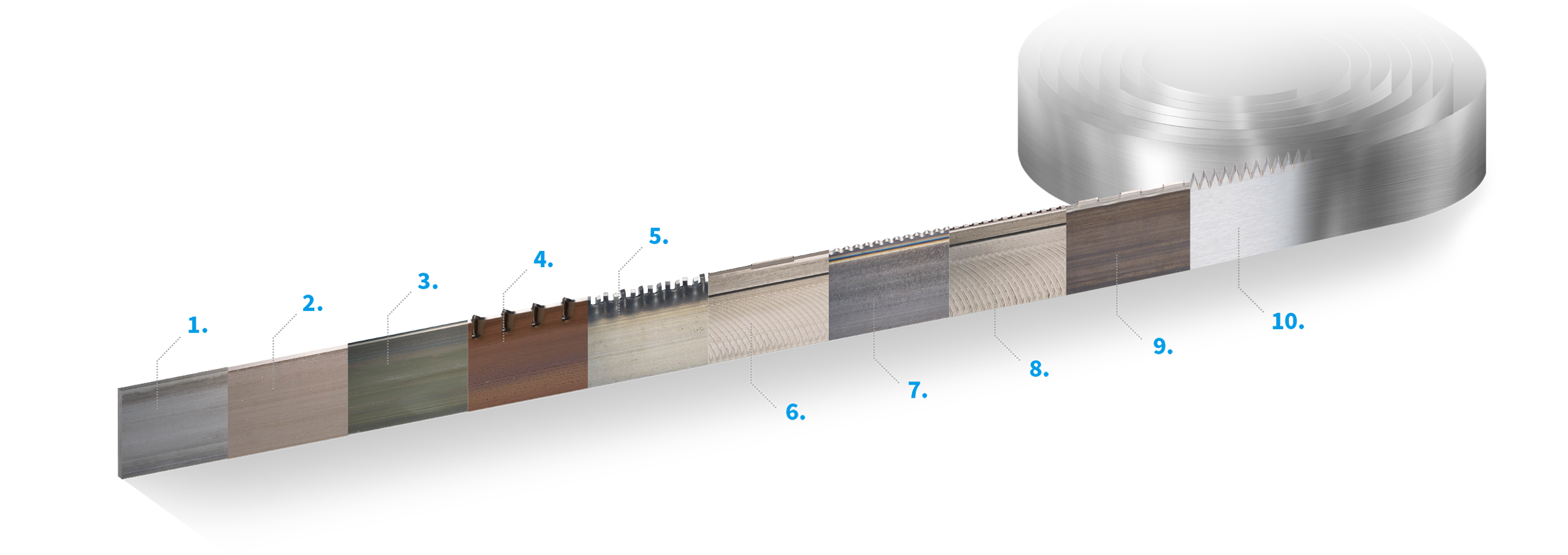
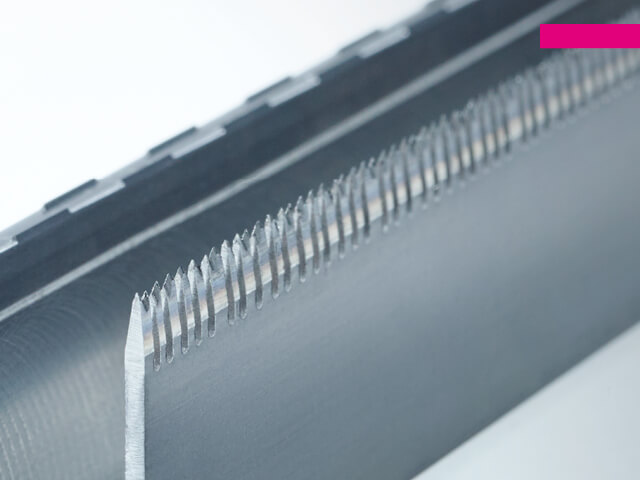
BESTE LINIE
Außergewöhnliche Geometrien, mikrofein geschliffene Schneiden, hohe Kantenhärte – gemeinsam mit unseren Kunden entwickeln wir Schneid-, Ritz-, Rill- und Perforierlinien und fertigen sie. Für jedes zu stanzende Produkt. Für flaches und rotatives Stanzen. Hochpräzise ausgeführt.